
2026-05-20
Плазменная наплавка PTA (Plasma Transferred Arc surface welding) представляет собой технологию наплавки/покрытия поверхности, которая часто используется для формирования износостойких и коррозионно-стойких защитных слоев на металлических поверхностях. В ходе этого процесса плазменная дуга плавит легирующий порошок и наносит его на поверхность основного материала, обеспечивая металлургическое соединение, благодаря чему прочность соединения покрытия с основным материалом обычно высокая. Технология PTA широко применяется для упрочнения и ремонта деталей в нефтегазовой, автомобильной и энергетической отраслях.

Плазменная наплавка PTA также часто называется наплавкой с переносом плазмы. Ее цель заключается не в «сварке» двух деталей, а в формировании на поверхности детали функционального слоя из сплава, который придает детали повышенную износостойкость и коррозионную стойкость, а также продлевает срок ее службы.

Основой плазменной наплавки PTA является плазменная дуга в качестве источника тепла. Сначала в оборудовании между вольфрамовым электродом и соплом возникает дуга, образующая высокотемпературную плазму, после чего в зону дуги подается порошок сплава, который мгновенно плавится и осаждается на поверхности заготовки. Расплавленный металл затвердевает на основе, образуя плотный и однородный слой наплавки.
С точки зрения технологических особенностей, наплавка методом PTA обычно характеризуется высокой эффективностью осаждения и низким коэффициентом разбавления, что позволяет получить поверхностный слой с хорошими эксплуатационными характеристиками при относительно низком тепловом воздействии. Согласно некоторым данным, толщина однослойной наплавки методом PTA обычно составляет около 3–4 мм, причем конкретные значения зависят от оборудования, материалов и технологических параметров.
При плазменной наплавке PTA можно использовать различные металлические и легированные порошки; к наиболее распространенным типам относятся:
• Порошки на основе кобальта
• Порошки на основе никеля
• Порошки из износостойких сплавов на основе железа
• Композитные порошки на основе карбидов
• Порошки из твердых сплавов, таких как карбид вольфрама и карбид хрома
Различные материалы подходят для разных условий эксплуатации. Например, материалы на основе кобальта лучше подходят для высоких температур и сильно коррозионных сред, материалы на основе железа отличаются более выгодным соотношением цены и качества, а твердые сплавы — для условий с высокой степенью износа.
Выбор материала обычно зависит от типа износа, температуры, коррозионной среды и бюджета.

Преимущества плазменной наплавки PTA очевидны. Во-первых, она характеризуется высокой концентрацией тепловой энергии, что позволяет добиться хорошей глубины проплавления и стабильного качества покрытия; во-вторых, она имеет низкий коэффициент разбавления, что облегчает получение поверхностного слоя со стабильными эксплуатационными характеристиками; в-третьих, она подходит для автоматизированного серийного производства.
Кроме того, при плазменной наплавке PTA образуется металлургическая связь, а не просто механическое прилипание, поэтому прочность соединения между покрытием и основным материалом обычно выше. Для деталей, требующих высокой твердости, высокой износостойкости и прочной связи, наплавка PTA часто является очень подходящим выбором.
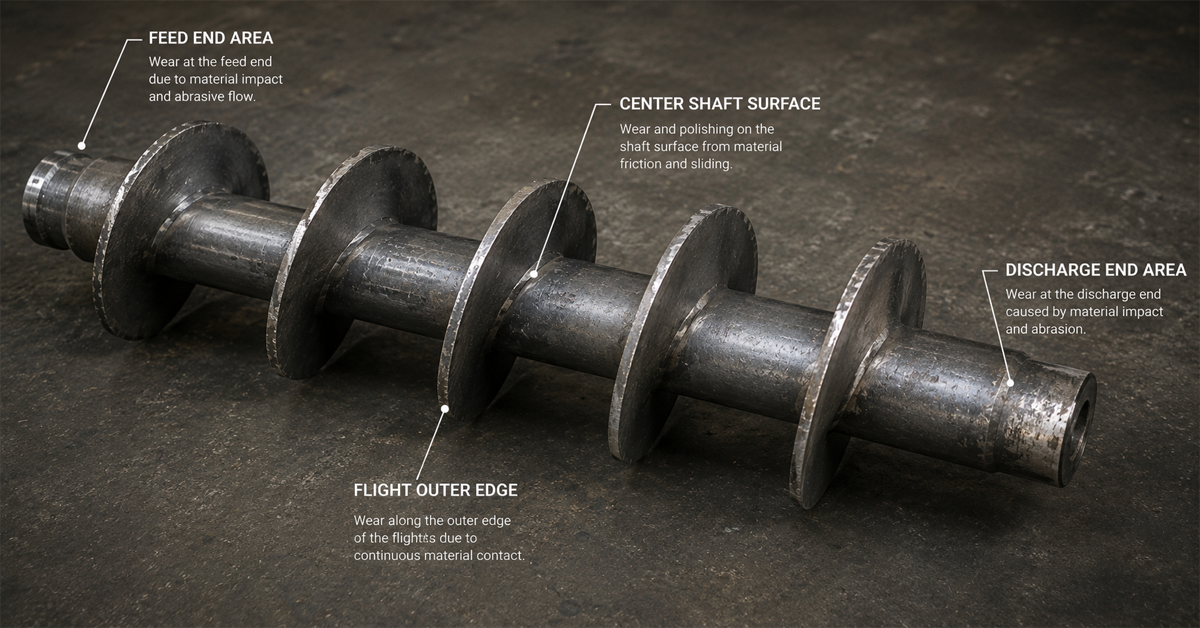
Плазменная наплавка PTA широко применяется в нефтегазовой, горнодобывающей, энергетической, автомобильной, арматурной и машиностроительной отраслях. К типичным деталям относятся седла клапанов, уплотнительные поверхности клапанов, буровые инструменты, валы насосов, рабочие колеса, винтовые детали, а также различные поверхности, подверженные износу.
В этих случаях задачи плазменной наплавки PTA, как правило, четко определены: снижение износа, замедление коррозии, восстановление вышедших из строя деталей и максимальное увеличение интервалов между остановками оборудования для технического обслуживания.
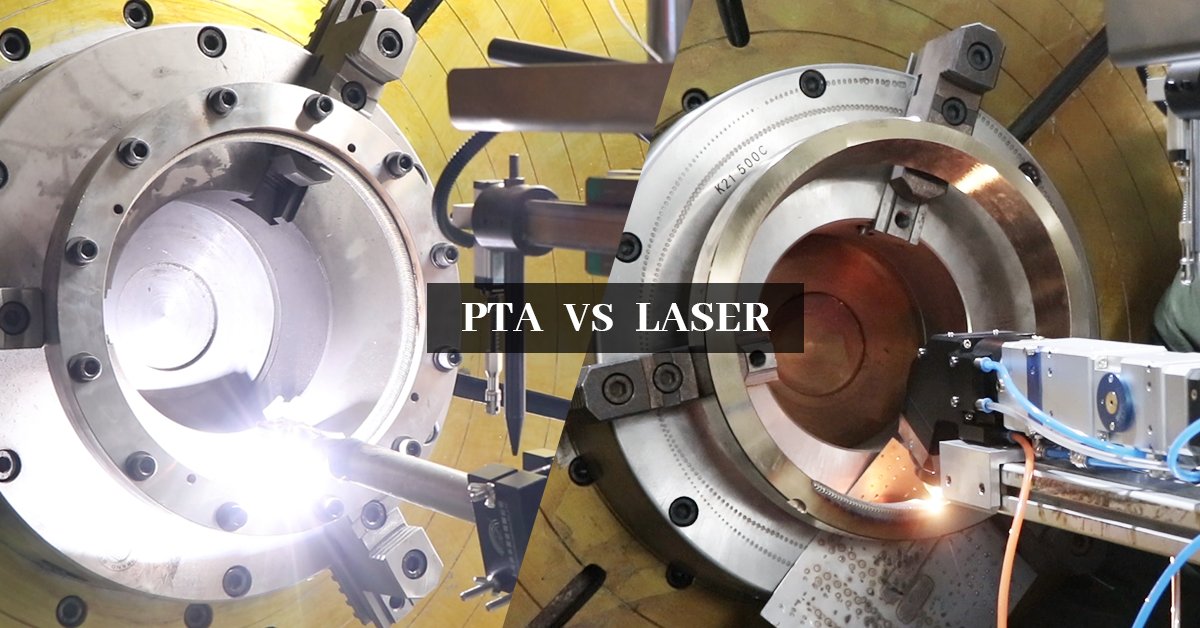
По сравнению с лазерной наплавкой, при плазменной наплавке PTA тепловой ввод несколько выше, однако эффективность наплавки одного слоя, как правило, выше, что делает этот метод более подходящим для нанесения толстых износостойких слоев и серийной обработки. Лазерная наплавка, в свою очередь, больше подходит для высокоточных работ, с минимальной зоной термического влияния и для нанесения тонких слоев.
По сравнению с MIG/TIG, плазменная наплавка PTA позволяет использовать порошковые материалы, что обеспечивает большую гибкость в выборе материалов и лучше подходит для создания высокоэффективных поверхностных слоев; в то время как MIG/TIG более ограничены в отношении спектра материалов и эффективности процесса.
По сравнению с термическим напылением, основное отличие плазменной наплавки PTA заключается в том, что она обеспечивает локальное сплавление покрытия с основным материалом, образуя металлургическую связь, благодаря чему плотность покрытия и прочность соединения, как правило, выше.
Для успешного выполнения плазменной наплавки PTA ключевую роль играет стабильность технологических параметров. К основным контрольным параметрам относятся: подача порошка, ток наплавки, скорость наплавки, расход газа, угол наклона горелки и степень перекрытия. Нестабильность параметров может привести к неравномерной толщине покрытия, аномальному коэффициенту разбавления или колебаниям качества поверхности.
После сварки обычно проводится контроль толщины, твердости и необходимые неразрушающие испытания для подтверждения отсутствия явных трещин, пор или отслоений в покрытии. Для деталей с высокими требованиями контроль качества имеет большее значение, чем само наплавление.
Если вашему предприятию требуется восстанавливать детали, подверженные сильному износу, высокой коррозии, воздействию высоких температур или ударам, а также детали высокой стоимости, плазменная наплавка PTA может оказаться весьма привлекательным решением. Она особенно подходит для предприятий, связанных с производством клапанов, а также для горнодобывающей, нефтегазовой, энергетической и тяжелой промышленности.
Если ваша деятельность в большей степени ориентирована на массовое и стабильное упрочнение поверхностей, плазменная наплавка PTA также обладает хорошим потенциалом для автоматизации.
1.Является ли плазменная наплавка PTA тем же, что и плазменная сварка?
Не совсем. Плазменная сварка в большей степени направлена на соединение деталей, а плазменная наплавка PTA — на формирование функционального покрытия на поверхности. В обоих случаях используется плазменная дуга, но их назначение различно.
2.Какова обычно толщина слоя при плазменной наплавке PTA?
Толщина одного слоя обычно составляет 1–6 мм, при необходимости можно наносить несколько слоев для получения более толстого покрытия, что зависит от материала, оборудования и настроек процесса.
Высокая ли твердость покрытия, нанесенного методом плазменной наплавки PTA?
Обычно высокая, зависит от порошка сплава, как правило, может достигать HRC 50 и выше, в некоторых случаях до 60–68 HRC, особенно в случае кобальтовых и карбидных композитных систем, которые можно использовать в условиях высокой износостойкости. Твердость различных материалов значительно различается, поэтому выбор должен производиться в соответствии с фактическими условиями эксплуатации.
3.Для ремонта каких деталей подходит плазменная наплавка PTA?
Подходит для ремонта и упрочнения таких деталей, как седла клапанов, уплотнительные поверхности клапанов, валы насосов, рабочие колеса, буровые инструменты, винты, изнашиваемые футеровки и т. д.
4.Дорогая ли плазменная наплавка PTA?
Вложения в оборудование и расходные материалы относительно высоки, но если стоимость детали высокая, затраты на простои высокие, а требования к сроку службы высокие, то в целом такая технология обычно более выгодна.
В чём заключается разница между плазменной наплавкой PTA и обычной сваркой TIG/MIG?
В технологии PTA используется подача порошка, металлургическое соединение покрытия и небольшая зона термического влияния; в сварке TIG/MIG обычно используется подача проволоки, чисто физическое соединение покрытия, высокая степень разбавления и значительная деформация.
5.Можно ли выполнять плазменную наплавку PTA вручную?
Плазменная наплавка PTA обычно выполняется с использованием автоматического или полуавтоматического оборудования. В связи с высокими требованиями к эксплуатации и безопасности ручная работа не рекомендуется.
6.Профессиональные услуги и консультации
Если вы ищете оборудование для плазменной наплавки PTA, решения по износостойкой наплавке или услуги по упрочнению поверхностей деталей, обращайтесь к нам за рекомендациями. Мы можем предложить оптимальный подбор технологий плазменной наплавки PTA и материалов с учетом ваших условий эксплуатации, характеристик материалов и целей использования.
Области применения: ремонт клапанов, износостойкие детали для горнодобывающей промышленности, нефтегазовое оборудование, энергетическое оборудование, упрочнение деталей строительной техники.
Предлагаемые услуги: консультации по технологиям, рекомендации по материалам, разработка индивидуальных решений, оценка возможности серийного применения.
Плазменная наплавка PTA — это технология упрочнения поверхностей, сочетающая в себе высокие эксплуатационные характеристики и практическую применимость. Ее основная ценность заключается не просто в «нанесении слоя материала», а в том, что благодаря металлургическому соединению поверхность детали напрямую преобразуется в рабочий слой, обладающий повышенной износостойкостью, коррозионной стойкостью и долговечностью. Для промышленных предприятий, стремящихся к увеличению срока службы оборудования и оптимизации затрат на техническое обслуживание, плазменная наплавка PTA является решением, заслуживающим пристального внимания.