
2026-07-03
Коэффициент разбавления при плазменной наплавке PTA является одним из важнейших параметров плазменной наплавки PTA, определяющих качество покрытия, износостойкость и срок службы деталей.
Будь то горнодобывающая техника, нефтедобывающее оборудование, прокатки для металлургии, уплотнительные поверхности клапанов или ремонт деталей авиационных двигателей — контроль над оптимальным коэффициентом разбавления при плазменной наплавке PTA напрямую влияет на качество конечной продукции.
Однако многие предприятия при выборе оборудования для плазменной наплавки PTA или технологии плазменной наплавки PTA зачастую уделяют больше внимания току, порошковым материалам и эффективности наплавки, упуская из виду такой ключевой параметр, как коэффициент разбавления при плазменной наплавке PTA.
В данной статье будет подробно рассмотрено:

В процессе плазменной наплавки PTA основной металл под воздействием высококонцентрированной плазменной дуги частично расплавляется и образует прочное металлургическое соединение с наплавленным сплавом.
Коэффициент разбавления (Dilution Rate) определяется как:
доля расплавленного основного металла в общем объёме металла наплавленного слоя, выраженная в процентах.
Проще говоря:
чем выше коэффициент разбавления, тем больше материала основы смешивается с наплавленным слоем.
И наоборот, чем ниже коэффициент разбавления при плазменной наплавке PTA, тем ближе химический состав наплавленного слоя к первоначальному составу наплавочного сплава, предусмотренному технологией.
Коэффициент разбавления обычно рассчитывается по следующей формуле:
Коэффициент разбавления (%) = A ÷ (A + B) × 100
Где:
A = площадь расплавления основного металла
B = площадь наплавки
Эти значения можно определить путем измерения металлографического среза.
Обычный диапазон отраслевых стандартов:
| Тип технологии | Коэффициент разбавления |
| Ручная дуговая наплавка | 15%-35% |
| Наплавка MIG | 10%-25% |
| Наплавка TIG | 5%-15% |
| Лазерная наплавка | 1%-5% |
| Плазменная наплавка методом PTA | 3%-10% |
Плазменная технология PTA позволяет добиться коэффициента разбавления, значительно ниже, чем при традиционных методах сварки, поэтому она широко применяется в сфере производства высококачественных износостойких и коррозионно-стойких материалов.
1.Определение химического состава наплавленного слоя
Состав порошков для наплавки разработан с учётом точных пропорций:
Например:
Stellite 6, Stellite 12, Ni60, Inconel 625, сплавы с упрочнением карбидом вольфрама (WC)
Содержание таких элементов, как Cr, W, Co, Ni, Mo и WC в этих материалах напрямую определяет их эксплуатационные характеристики.
Если в слой наплавки входит значительное количество материала основы, например Fe, C, Mn, то конечный химический состав будет отклоняться от заданного.
Результат: снижение твёрдости, износостойкости и коррозионной стойкости.
2.Влияние на твердость наплавленного слоя
На примере Stellite 6:
Теоретическая твердость: 40-45 HRC; если степень разбавления превышает 20 %, фактическая твердость может снизиться до 30-35 HRC.
Это значительно сократит срок службы детали.
3.Снижение износостойкости
Многие износостойкие слои основаны на использовании:
карбида вольфрама (WC), карбидов хрома и боридов в качестве упрочняющих фаз.
Слишком высокая степень разбавления приводит к: уменьшению количества упрочняющих фаз и разбавлению твердых частиц,
что приводит к снижению:
•Abrasive Wear Resistance (устойчивость к абразивному износу)
•Erosion Resistance (устойчивость к эрозионному износу)
4.Влияние на коррозионную стойкость
В отношении: уплотнительных поверхностей клапанов, химического оборудования, оборудования для морских сооружений
Обычно используются: сплавы на основе никеля и кобальта для обеспечения превосходной коррозионной стойкости.
В случае значительного содержания железа в основном материале:
коррозионная стойкость значительно снижается.
Особенно в:
средах с ионами хлора, кислых средах, морской воде
это влияние становится ещё более заметным.
В технологии плазменной наплавки PTA используется высококонцентрированная плазменная дуга в сочетании с независимой системой подачи металлического порошка.
По сравнению с традиционной сваркой с использованием сварочной проволоки тепловложение сосредоточено в меньшей зоне, благодаря чему объем расплавления основного металла значительно уменьшается.
Наплавочный порошок подается непосредственно в центральную часть плазменной дуги.
Попадая в высокотемпературную плазменную зону, порошок быстро расплавляется и формирует стабильную сварочную ванну, что позволяет избежать чрезмерной глубины проплавления основного металла.
В результате обеспечиваются:
Температура плазменной дуги при плазменной наплавке PTA может превышать 10 000 °C.
Высокая плотность энергии позволяет уменьшить зону термического влияния и глубину проплавления основного металла, что способствует получению более низкого и стабильного коэффициента разбавления.
Требования различаются в зависимости от области применения:
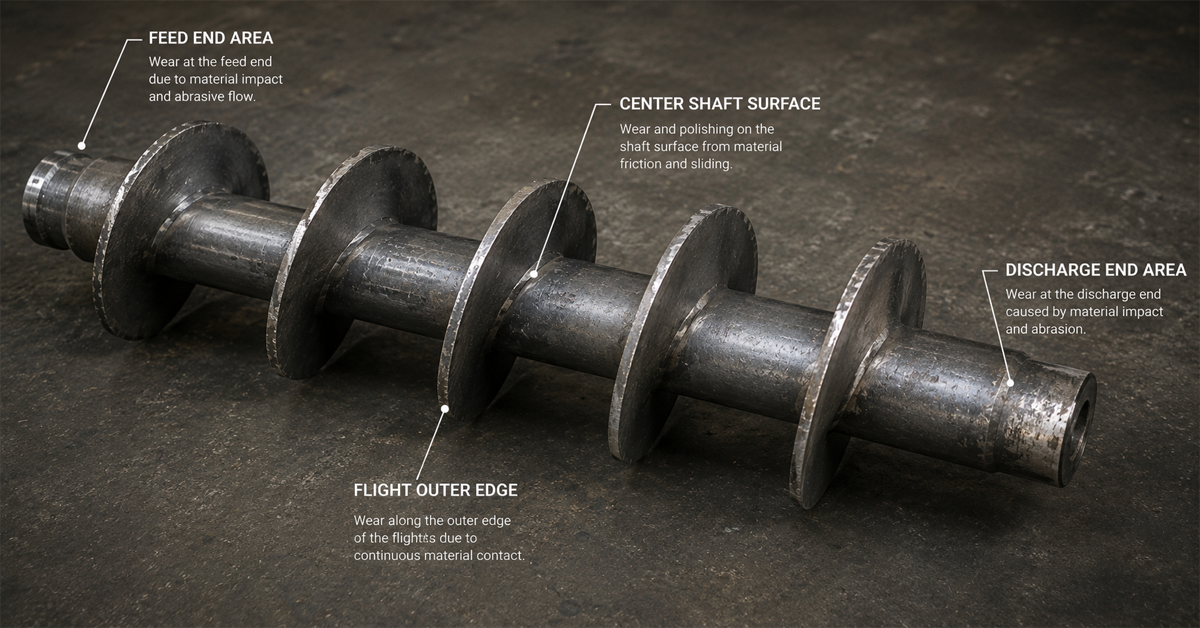
Рекомендуемое содержание углерода для износостойкой наплавки: 3-8 %
Применяется для: шнековых конвейеров, деталей экскаваторов, деталей дробилок.
Рекомендуемое содержание углерода для коррозионно-стойкой наплавки: 2-5 %
Применяется для: клапанов, корпусов насосов, нефтяного оборудования.
Рекомендуемое восстановление размеров: 5-10 %
Применение: восстановление валов, восстановление пресс-форм, восстановление поверхности валков.
Оптимизация сварочного тока
Слишком высокий ток приводит к увеличению глубины проплавления и усилению плавления основного металла, что повышает коэффициент разбавления.
Снижение колебаний скорости сварки
Стабильная скорость позволяет контролировать размеры плавильной ванны и поддерживать равномерный коэффициент разбавления.
Использование высококачественного оборудования для плазменной наплавки PTA

Современное оборудование обычно оснащено системами точного регулирования тока, автоматической подачи порошка и системы управления с замкнутым контуром,
что обеспечивает более стабильное качество наплавки.
Выбор подходящего размера частиц порошка
Рекомендуемый диапазон: 53-150 μm
Равномерный размер частиц позволяет повысить: коэффициент использования порошка, эффективность наплавки и стабильность состава
Для конечных пользователей низкая степень разбавления означает:
• Более высокую твердость
• Более длительный срок службы
• Более низкие затраты на техническое обслуживание
• Меньшее время простоя
• Более стабильное качество продукции
Для производственных предприятий низкий коэффициент разбавления означает:
• более высокую добавленную стоимость продукции
• более высокую конкурентоспособность на рынке
• более высокий уровень удовлетворённости клиентов
Являясь профессиональным производителем оборудования для плазменной наплавки PTA, мы специализируемся на разработке и поставке высокоточных систем плазменной наплавки для предприятий по всему миру.
К числу наших ключевых преимуществ относятся:
По сравнению с традиционной технологией TIG эффективность плазменной наплавки PTA позволяет увеличить производительность в 3–5 раз.
Наше оборудование поддерживает современные функции автоматизации, включая:
Наши решения для плазменной наплавки PTA успешно применяются в различных отраслях промышленности, включая:
1.Какова оптимальная степень разбавления при плазменной наплавке PTA?
Обычно она поддерживается в пределах 3-10 %.
В высокотехнологичных коррозионно-стойких применениях требуется даже менее 5 %.
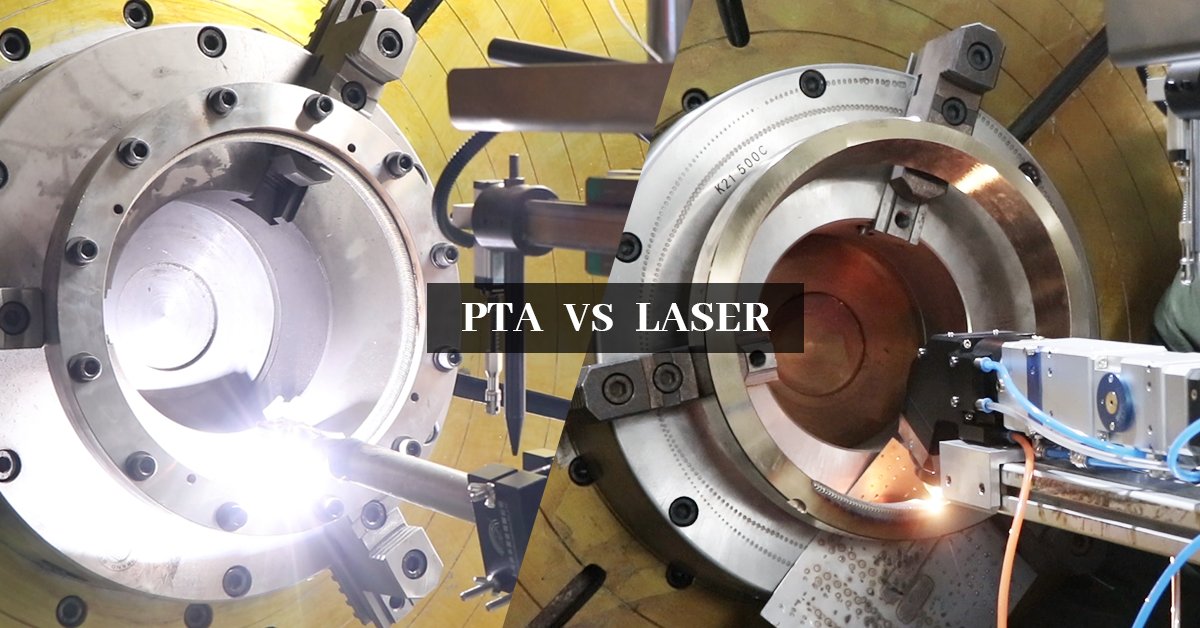
2.Что имеет более низкий коэффициент разбавления: плазменная наплавка PTA или лазерная наплавка?
При лазерной наплавке коэффициент разбавления обычно минимален: 1-5 %
При PTA он обычно составляет: 3-10 %
Однако PTA отличается более высокой эффективностью наплавки и более низкой стоимостью.
3.Чем ниже коэффициент разбавления, тем лучше?
Не всегда.
Слишком низкий коэффициент разбавления может повлиять на прочность металлургической связи.
Необходимо найти баланс между:
• прочностью связи
• сохранением состава сплава.
4.Как определить степень разбавления?
Обычно это делается с помощью:
• металлографических срезов
• микроскопических измерений
• программного обеспечения для анализа изображений
путем расчета соотношения площади глубины проплавки к площади наплавки.
5.Для каких материалов подходит плазменная наплавка PTA?
К ним относятся:
• углеродистая сталь
• нержавеющая сталь
• сплавы на основе никеля
• сплавы на основе кобальта
• инструментальная сталь
• литая сталь
Со всеми этими материалами можно добиться превосходного металлургического соединения.
В процессе плазменной наплавки PTA коэффициент разбавления является не только техническим параметром, но и ключевым показателем, определяющим характеристики наплавленного слоя и срок службы изделия.
Низкий и стабильный коэффициент разбавления означает:
• более точное соответствие расчетному составу сплава
• более высокие показатели износостойкости и коррозионной стойкости
• более длительный срок службы оборудования
Если вы ищете высокопроизводительное оборудование для плазменной наплавки методом PTA, автоматизированные линии наплавки или профессиональную технологическую поддержку, обращайтесь к нашей технической службе для получения индивидуальных решений.
Пожалуйста, свяжитесь с нами прямо сейчас, чтобы получить бесплатную оценку технологического процесса и предложение по тестированию образцов.