
2025-09-05
На фоне ускоренного развития в глубоких, сверхглубоких и высокоабразивных пластах, долота PDC (Polycrystalline Diamond Compact) предъявляют повышенные требования к износостойкости и эрозионной стойкости режущих крыльев, седел зубьев и проточных каналов. Плазменная дуговая сварка (PTAW), характеризующаяся низкой степенью разбавления, металлургическим соединением и минимальными зонами термического влияния, стала преобладающим решением для улучшения поверхности при производстве и ремонте PDC-буровых коронок. Эта технология позволяет нефтегазовым предприятиям достичь более высокой скорости проходки, снизить частоту замены коронок и оптимизировать общие затраты.
 в долотах PDC для нефтяной промышленности")
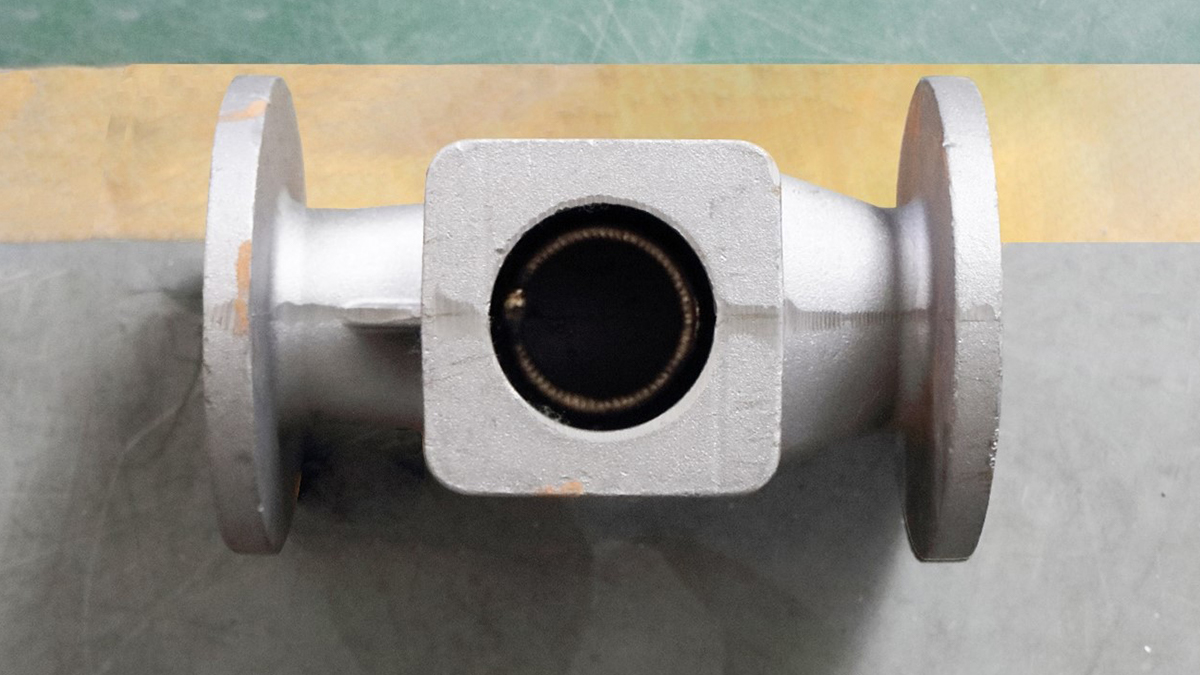
Долота PDC — это долота с фиксированными режущими элементами, которые разбивают породу за счет непрерывного скребкового действия лопастей PDC. Их конструкция включает такие ключевые компоненты, как режущие крылья, лопасти PDC, сопла и каналы для выноса бурового шлама. Они демонстрируют выдающуюся производительность в таких формациях, как сланец. Однако при бурении в жидкостях с высоким содержанием твердых частиц и интенсивной абразивной эрозией режущие крылья/зубные гнезда подвержены износу и эрозии, что в конечном итоге влияет на скорость проходки (ROP) и срок службы.
 в долотах PDC для нефтяной промышленности")
 в долотах PDC для нефтяной промышленности")
- Низкая степень разбавления (обычно 2–5 %): высокая степень сохранения состава сплава обеспечивает большую стабильность твердости и износостойкости.
- Металлургическая связь с минимальной зоной термического влияния: высокая прочность связи и превосходная стойкость к отколу, минимальное влияние на микроструктуру подложки, что делает его пригодным для прецизионных несущих конструкций.
- Автоматизация и совместимость с ЧПУ: легко интегрируется с роботизированными/ЧПУ-системами для обеспечения стабильной формовки и серийного производства.
1.Износостойкая наплавка на режущих крыльях
Выполните наплавку PTAW на режущих крыльях и поверхностях, обращенных к потоку, чтобы повысить сопротивление абразивной эрозии и эрозии, вызванной потоком с песком, тем самым замедляя износ поверхностей и кромок крыльев.

2.Усиление седла зубьев PDC/периферийных лезвий
Нанесите наплавку из карбида вокруг седел зубьев, чтобы снизить риск ослабления или отрыва лезвий, вызванного деформацией подложки, улучшив стабильность удержания кромок лезвий.
3.Ремонт и восстановление
Сварной ремонт и восстановление наплавки выполняются на изношенных или локально сколотых кромках лопаток и проточных каналах для восстановления геометрии и износостойкости, что позволяет осуществлять экономически эффективные циклы восстановления.
Плазменная дуговая сварка (PTAW) также широко используется в промышленности для стабилизаторов и наплавки буровых колонн, что демонстрирует ее зрелость и воспроизводимость.
В1. Что такое технология PTAW?
О: PTAW (плазменная дуговая сварка) — это технология наплавки и упрочнения поверхности. В качестве источника тепла используется плазменная дуга, которая наносит порошок сплава на поверхность подложки, образуя плотный металлургический слой высокой твердости. Ее преимущества включают низкую степень разбавления (2–5 %), высокую прочность соединения и контролируемую толщину наплавки (1,5–5 мм).
В2. Почему плазменная дуговая сварка (PTAW) подходит для долот PDC?
О: Режущие крылья и зубные гнезда PDC-буровых долот подвергаются длительному воздействию высокоабразивных условий, в которых традиционные методы наплавки или напыления склонны к отслоению или разрушению. Металлургический связующий слой PTAW обеспечивает исключительную износостойкость и ударную вязкость, что значительно продлевает срок службы бурового долота и снижает частоту его замены.
В3. Насколько увеличивается срок службы долот PDC после упрочнения методом плазменной дуговой сварки PTAW?
О: Опыт отрасли показывает, что срок службы армированных буровых долот увеличивается в 2–5 раз. Затраты на ремонт обычно составляют 20–40 % от стоимости новых буровых долот, что существенно снижает общие затраты на бурение при сохранении производительности.
В4. Влияет ли плазменная дуговая сварка (PTAW) на свойства пайки или подложки лезвий PDC?
О: Рациональное управление параметрами процесса и тепловой нагрузкой в сочетании с мерами по охлаждению и изоляции позволяет избежать неблагоприятного воздействия на структуру подложки и качество пайки лопаток. Обычно рекомендуется выполнять плакирование больших площадей до сборки лопаток, а после установки лопаток проводить только необходимое усиление.
Если вы хотите узнать больше о применении технологии плазменной дуговой сварки (PTAW) в PDC-буровых долот, или обсудить ваши конкретные требования к техническому обслуживанию, пожалуйста, не стесняйтесь писать нам по электронной почте!
Наша команда специалистов готова предоставить индивидуальные решения, адаптированные к вашим конкретным задачам.