
2025-07-21
В качестве источника тепла при TIG сваркa используется неплавящаяся аргоновая дуга, а стабильный выход постоянного или переменного тока позволяет достичь очень низкого тепловыделения и точного контроля, что делает ее особенно подходящей:
- Тонкостенных деталей (например, нержавеющей стали толщиной 0,3 мм)
- Термочувствительных материалов (титан, никель, магниевые сплавы)
- Прецизионных деталей (например, микротрубок для приборов)

По сравнению с MIG или ручной дуговой сваркой, TIG обеспечивает меньшую зону термического влияния, более плотную структуру шва и более контролируемую деформацию.
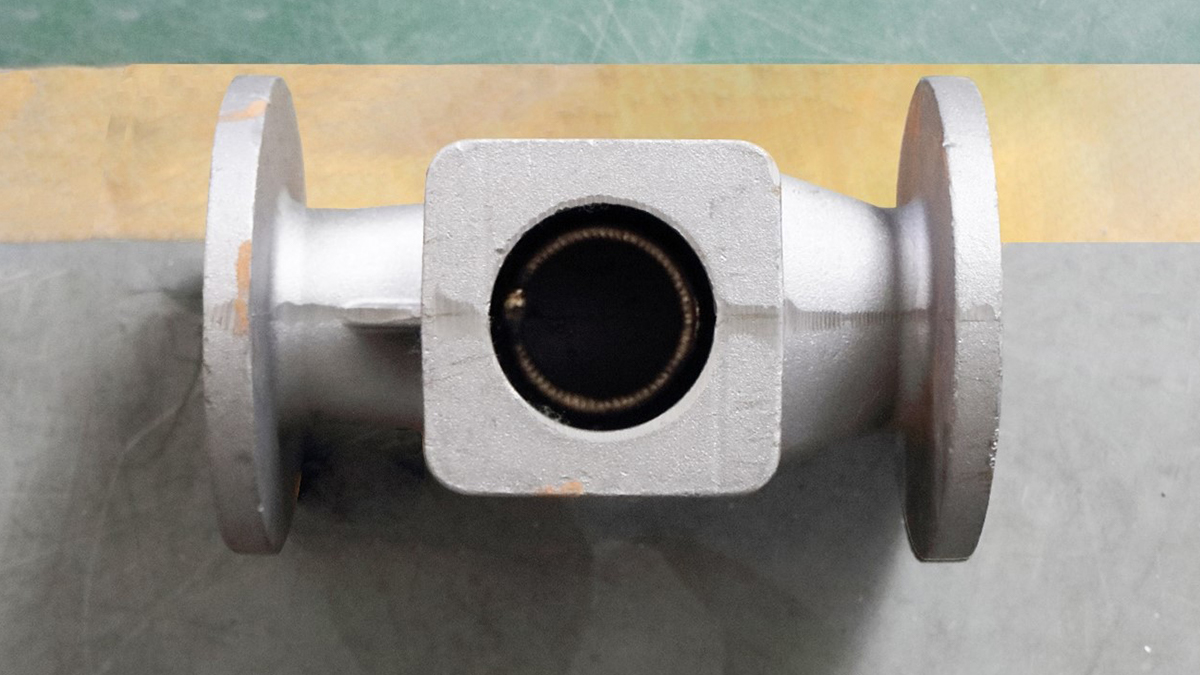
Красивая поверхность не равна внутренней надежности, сварка спины так же жизненно важна

Решение:
- Аргоновая защита в трубке (обратный газ)
- Использование специальных колец и керамических газовых направляющих
- Контролируемый поток и время вытеснения (>2x объема)
При обычной сварке конструкций можно обойтись аргоном промышленного класса (чистота ≥ 99,99%). Но для следующих сцен:
- Аэрокосмические детали
- Высоковакуумные камеры
- Медицинские чистые системы
Даже следовые количества примесей (например, кислорода, влаги, водорода) могут привести к образованию шлака, точечных отверстий, пористости и даже микротрещин внутри сварного шва.
Рекомендуем:
- Предпочтите аргон (5N) с чистотой ≥99,995% для высокотехнологичных производств.
- Используйте систему подачи газа с сигнализацией влажности/точки росы.
| Цвета вольфрамовых электродов | Состав | Особенности | Рекомендации по применению |
| Зеленый (WP) | Чистый вольфрам | Рассеянная дуга, слабый запуск | Только для сварки алюминия на переменном токе |
| Красный (WT20) | Сварка 2% тория | Концентрированная дуга, долгий срок службы | Сварка на постоянном токе углеродистой стали, нержавеющей стали (обратите внимание на небольшую радиоактивность) |
| Серый (WZr) | Цирконий | Хорошая устойчивость к загрязнению | Рекомендуется для сварки титановых сплавов |
| Фиолетовый (WX) | Редкоземельные сплавы | Универсальность, стабильность дуги | Рекомендуется для широкого использования с современными сварочными аппаратами |
Если неправильно выбрать вольфрамовый электрод, это не только повлияет на стабильность дуги, но и приведет к загрязнению вольфрамовым электродом расплавленного бассейна, что приведет к образованию включений.

TIG Сварка хорошо известна своими гладкими швами с равномерной чешуей, но за этим «внешним видом» скрывается чрезвычайно низкое количество брызг и стабильное динамическое поведение расплавленной ванны.
При правильном регулировании параметров сварной шов имеет мелкую зернистость, однородную организацию и механические свойства (особенно усталостную прочность), которые значительно лучше, чем у других методов ручной сварки.
Микроскопические характеристики качественного сварного шва TIG включают:
- Микроструктура из равноосных или мелких столбчатых кристаллов.
- Отсутствие значительного количества шлака, пористости или трещин.
- Излом является вязким.
- Высокий контроль качества сварного шва (особенно в тех отраслях, где требуется отсутствие дефектов).
- Возможность использования для сварки широкого спектра металлов (сталь, медь, алюминий, никель, титан и т. д.).
- Простота автоматизации, например, орбитальная автоматическая TIG, роботизированная TIG-сварка и т. д.
В момент выключения сварочной дуги TIG, расплавленная ванна все еще находится в высокотемпературном состоянии, если сразу убрать горелку, кислород и азот в воздухе очень легко проникнут в кристалл, образуется пористость, окислительный слой, что приводит к раннему разрушению сварного шва.
Совет профессионала:
- Установите время задержки подачи воздуха после гашения дуги ≥3 с (в зависимости от материала можно задержать до 6 с).
- Сохраняйте положение сварочной горелки неизменным до полного вытекания газа.
- Для настройки параметров используйте сварочный аппарат с функцией «защита после газа».
Хороший результат TIG-сварки зависит от взаимодействия нескольких систем:
- Система электропитания (стабильность, реакция на ток)
- Система газовой защиты (давление, чистота, расход)
- Параметры процесса (ток, напряжение, полярность, форма волны)
- Рабочие навыки (угол наклона резака, подача проволоки, скорость перемещения)
- Вспомогательные элементы управления (например, ножная педаль, режим запуска дуги, автоматическое управление).
Сварка тигом сложна не из-за оборудования, а из-за чрезвычайного внимания к деталям и профессионализма. Но именно благодаря этим деталям она может занять свое место в самых требовательных отраслях.
Если вы сможете понять науку, лежащую в ее основе, и реализовать требуемые спецификации, вы не просто сварите металл, вы создадите высококачественный промышленный стандарт.