
2025-12-30
В промышленности по производству резины, пластмасс и композитных материалов закрытый смеситель является важнейшим оборудованием. Его роторы подвергаются длительному воздействию жестких условий: высокой температуры, высокого давления, высокого сдвига и высокой абразивности, что легко приводит к износу лопастей, усталости подложки и частым остановкам для технического обслуживания. С увеличением количества часов работы твердость поверхности ротора снижается, а зазоры увеличиваются. Это не только снижает эффективность смешивания, но и может вызвать вибрацию оборудования, увеличение энергопотребления или даже аварийные остановки. Таким образом, повышение эксплуатационных характеристик поверхности ротора и продление срока службы оборудования стали ключевыми задачами как в производственном, так и в восстановительном секторах.

В оборудовании для смешивания резины закрытые роторы смесителей (такие как Banbury и Intermix) обладают следующими типичными характеристиками:
- Длительное трение и удары между лопастями ротора и твердыми частицами в смесительной камере, включая сажу, кремнеземный порошок, оксид цинка и добавки, приводят к сильному износу.
- Роторы одновременно подвергаются множественным нагрузкам, включая высокоскоростное сдвигание, высокотемпературное смешивание и контакт со стенками камеры, что приводит к частым усталостным трещинам и отслоению поверхности.
- Традиционная термообработка или ремонт сваркой обеспечивают короткий срок службы, требуют частого технического обслуживания и влекут за собой высокие затраты на простои.
Следовательно, упрочнение поверхности роторов должно отвечать следующим требованиям: высокая твердость, высокая вязкость, износостойкость, сопротивление сдвиговой усталости и долгосрочная эксплуатационная стабильность.
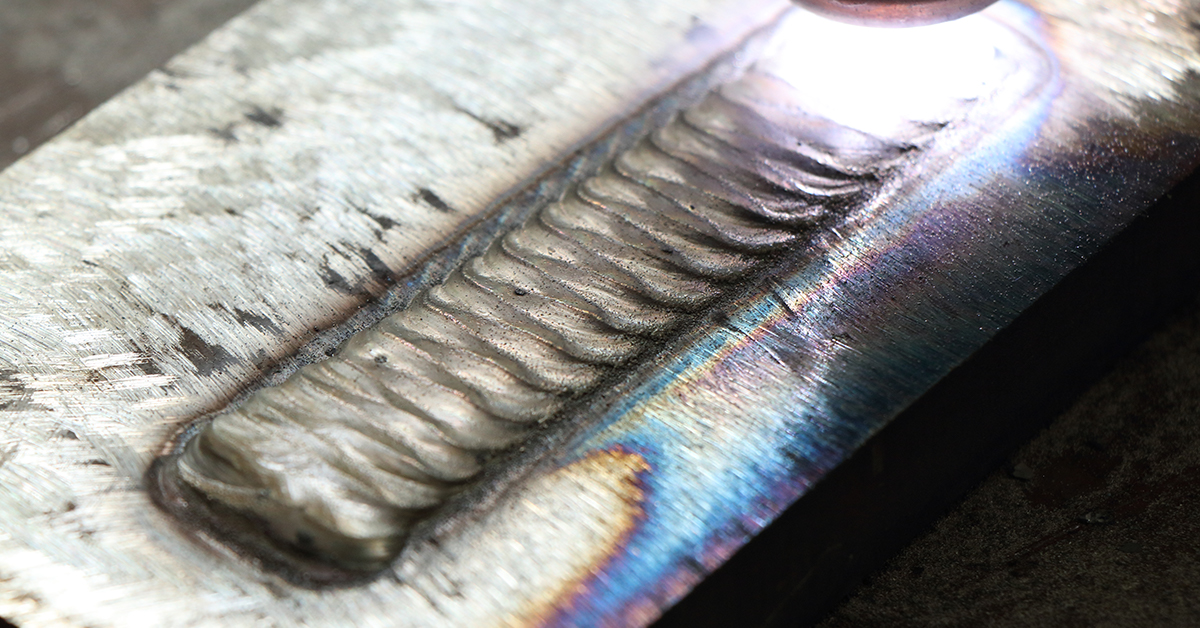
Плазменная дуговая наплавка (PTA) представляет собой передовую технологию легирования поверхности.
В ней используется высокотемпературная плазменная дуга для мгновенного плавления металлических порошков (таких как сплавы на основе Ni, Co или композитные сплавы WC/Ni) и их точного нанесения на поверхность заготовки. После быстрого затвердевания образуется высокоэффективный слой сплава, металлургически связанный с подложкой.
Основные характеристики:
- Металлургическая связь между наплавленным слоем и подложкой, обеспечивающая высокую прочность соединения;
- Контролируемая толщина наплавки, обычно в диапазоне от 0,8 до 3 мм;
- Низкая степень разбавления, обеспечивающая плотную микроструктуру поверхности без трещин;
- Совместимость с автоматизированными или роботизированными системами, обеспечивающая стабильность процесса.
Для продления срока службы ротора предприятия обычно используют такие методы, как наплавка, распылительная сварка или поверхностное упрочнение для ремонта или усиления.
Однако эти традиционные подходы часто имеют следующие недостатки:
• Слабое сцепление: наплавка обычно образует механическое соединение с подложкой, которое подвержено отслоению при высоких нагрузках;
• Высокая степень разбавления: слой сплава разбавляется металлом подложки, что снижает твердость и износостойкость;
• Значительная тепловая деформация: неравномерный нагрев вызывает изменение размеров ротора, что снижает точность сборки;
• Ограниченный срок службы: упрочняющий эффект оказывается временным, что требует частых повторных ремонтов.
• Это побудило отрасль к поиску более эффективной, стабильной и экономичной технологии упрочнения поверхности.
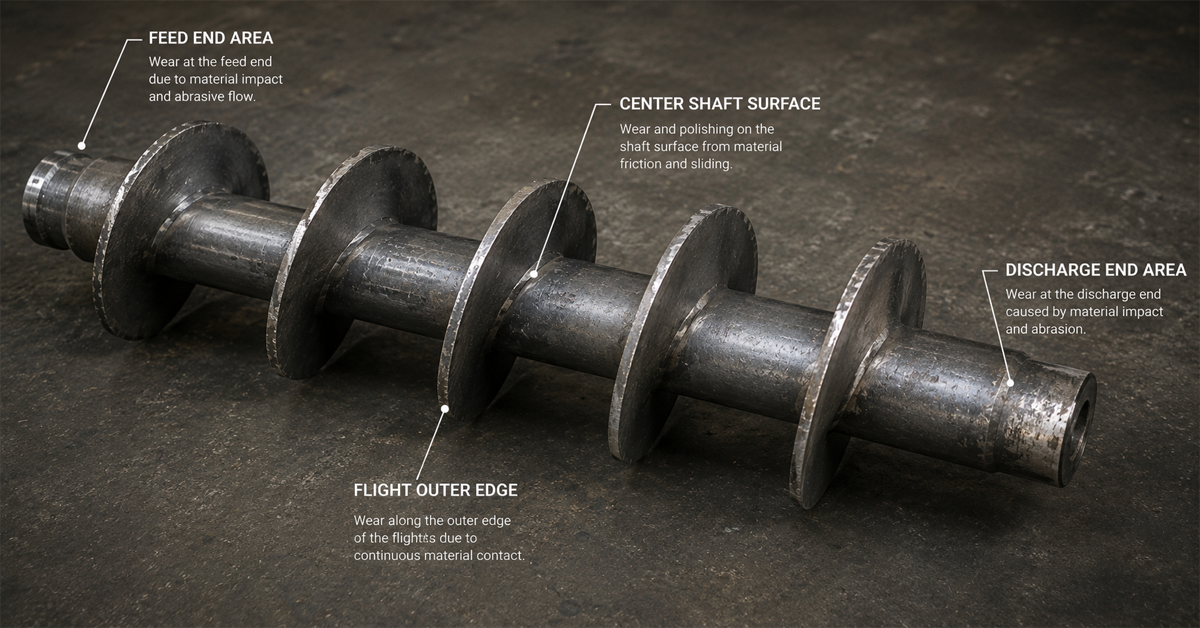
Во время ремонта или изготовления ротора закрытого смесителя плазменная наплавка PTA обычно используется для усиления следующих участков:
- Передние кромки и боковые поверхности спиральных лопастей: эти участки подвергаются наиболее сильному износу;
- Контактные поверхности между концами ротора и смесительной камерой;
- Зоны высокого трения и поверхности, подверженные ударам материала.

Во время работы специально разработанные порошки сплавов (такие как порошки на основе никеля, кобальта или композитные порошки карбида вольфрама/никеля) распыляются в зону плазменной дуги с помощью оборудования для плазменной наплавки PTA, где они плавятся и прочно прилипают к поверхности ротора.
По завершении процесса наплавки образуется металлический защитный слой высокой твердости, способный выдерживать как износ, так и высокие сдвиговые силы.
Твердость поверхности: HRC 55–65, регулируемая с помощью состава порошка;
Износостойкость: срок службы увеличен в 3–6 раз, с заметно повышенной устойчивостью поверхности к царапинам;
Прочность сцепления: >70 МПа, без отслоений при длительной эксплуатации;
Стабильность работы: гладкая поверхность ротора способствует улучшению потока материала, повышая эффективность смешивания примерно на 10%.
Роторы, армированные PTA с помощью плазменной напыления, сохраняют стабильную производительность в условиях высокой нагрузки, что позволяет эффективно сократить частоту остановок на техническое обслуживание и затраты на замену запасных частей.
Для критически важных компонентов, подверженных экстремальным условиям эксплуатации, таких как ротор закрытого смесителя, применение технологии плазменной наплавки PTA существенно повышает износостойкость, продлевает срок службы и снижает затраты на простои для технического обслуживания. Плазменная наплавка демонстрирует выдающиеся экономические и технические преимущества как для укрепления нового оборудования при поставке, так и для ремонта и модернизации существующих компонентов. Мы рекомендуем производителям оборудования, поставщикам услуг по техническому обслуживанию и конечным пользователям тщательно оценивать решения по наплавке с учетом конкретных условий эксплуатации, выбирая подходящие системы сплавов и процессы наплавки для максимальной эффективности оборудования.