
2025-05-24
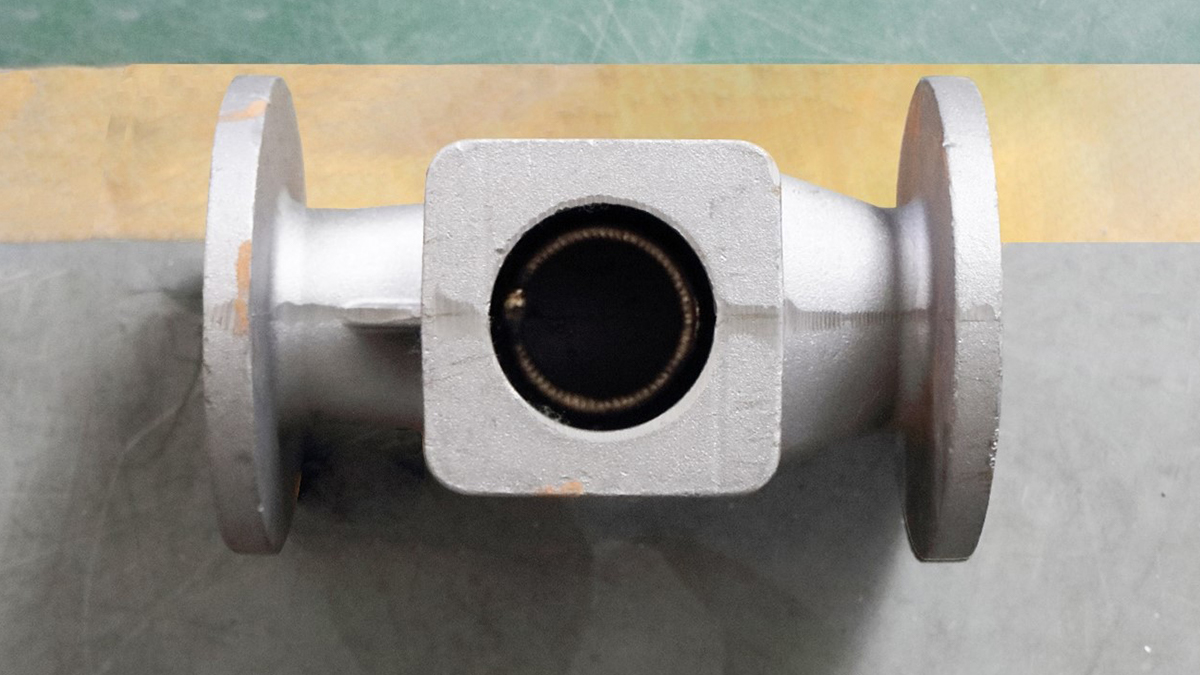
Как использовать плазму для покрытия подшипников TC? Подшипники TC обычно относятся к радиальным шарикоподшипникам с резиновыми уплотнениями, которые широко используются в различных видах механического оборудования, особенно там, где требуется хорошая герметичность. Длительное воздействие такой среды неизбежно приводит к износу и коррозии. Плазма используется для расплавления и покрытия внутренней поверхности подшипников TC для получения износостойкого и коррозионностойкого покрытия высокой твердости. Это позволяет сократить расходы на замену.

Принцип технологии плазменной наплавки
Плазменная наплавка - это процесс, при котором порошок сплава расплавляется плазменной дугой и напыляется на поверхность подложки, образуя высокоэффективное покрытие. Он характеризуется образованием металлургической связи между покрытием и подложкой, что значительно улучшает свойства подложки.

Подготовка к плазменной наплавке отверстий подшипников TC
Ниже представлено комплексное решение по плазменной наплавке отверстий подшипников TC, включающее технологический процесс, технические параметры, выбор материала и методы последующей обработки для обеспечения эффективного ремонта или улучшения отверстий подшипников.
Каково назначение несущей облицовки TC?

1. Восстановление изношенных или корродированных размеров отверстия и повышение точности.
2.Повышение износостойкости, коррозионной стойкости и высокотемпературных характеристик поверхности отверстия.
3.Повышение общего срока службы подшипника для удовлетворения потребностей тяжелых условий работы.
Решение
1.Предварительная подготовка
- Осмотр и оценка:
- С помощью КИМ определите отклонения размеров отверстия подшипника и оцените объем ремонта.
- Проанализируйте рабочую среду, чтобы определить характеристики отверстия, которые необходимо улучшить (например, износостойкость, коррозионная стойкость и т. д.).
- Предварительная обработка поверхности:
- Очистите отверстие подшипника, чтобы удалить масло, оксидный слой и коррозию на поверхности.
- Используйте пескоструйную или механическую обработку, чтобы увеличить шероховатость поверхности отверстия (Ra 6,3-12,5 мкм) и улучшить адгезию покрытия.
2.Выбор плавленых материалов
Выберите подходящие плавленые материалы в соответствии с условиями работы подшипников (например, нагрузка, скорость и температура):
- Порошок сплава на основе никеля:

- Применяемые сцены: высокая температура, высокая коррозионная среда.
- Характеристики: износостойкость, коррозионная стойкость, твердость до 50-60 HRC.
- Порошок сплава на основе кобальта (например, серии Stellite):

-Применяемые сцены: высокая температура, высокая нагрузка окружающей среды.
- Характеристики: устойчивость к высокотемпературному окислению, хорошая ударопрочность, твердость до 40-60 HRC.
- Порошок сплава на основе железа:

- Применяемые сцены: общепромышленное оборудование, экономичный выбор.
- Характеристики: умеренная износостойкость, низкая стоимость.
3.Процесс нанесения плазменного покрытия
- Выбор оборудования:
- Применяйте высокоточное оборудование для плазменной наплавки с ЧПУ, чтобы обеспечить равномерность слоя наплавки.
- Оснащен небольшим соплом для наплавки внутренних отверстий, которое подходит для заготовок с ограниченным внутренним диаметром подшипников.
- Параметры процесса:
- Ток плавления: 80-120 А (регулируется в зависимости от материала).
- Скорость плавления: 10-50 мм/мин.
- Расход газа: 15-20 л/мин (защитный газ: аргон).
- Толщина плавления: 0,5-2,0 мм, ремонт большего количества слоев плавления.
- Контроль межслойной температуры: не более 150 °С, во избежание накопления тепла, приводящего к деформации подложки.
- Процесс наплавки:
1.Отрегулируйте центр отверстия для совмещения с соплом для наплавки, чтобы обеспечить равномерность наплавки.
2.Нанесите один слой покрытия для формирования равномерного слоя металлургической связки.
3.Сварка слоями в соответствии с проектной толщиной и естественное охлаждение или вспомогательное охлаждение после завершения каждого слоя.
4.Последующая обработка
- Механическая обработка:
- После завершения плавки отверстие обрабатывается до проектного размера путем внутреннего шлифования или прецизионного точения, чтобы обеспечить соответствие допусков на размеры и шероховатость поверхности требованиям (например, Ra ≤ 0,4 мкм).
- Термообработка (опционально):
- Термообработка для снятия напряжения с наплавленного плакирующего слоя для предотвращения растрескивания из-за остаточного напряжения.
- Испытание покрытия:
- Испытание на твердость: твердость поверхности покрытия должна соответствовать проектным требованиям (например, 50-60 HRC).
- Неразрушающий контроль: Используйте ультразвук или магнитные частицы, чтобы определить наличие трещин или пор в покрытии.
- Испытание на прочность сцепления: прочность сцепления между покрытием и основой должна соответствовать требованиям (обычно ≥30 МПа).
Преимущества подшипников TC с плазменной наплавкой
1. Экономичность: по сравнению с заменой подшипников на новые, стоимость ремонта с плавленым покрытием низкая, что позволяет экономить материальные затраты.
2.Улучшение эксплуатационных характеристик: материал покрытия обладает лучшими эксплуатационными характеристиками по сравнению с оригинальным материалом, что продлевает срок службы.
3.Гибкость процесса: различные материалы покрытия могут быть выбраны в соответствии с фактическими условиями работы подшипников.
4.Возможность многократного использования: подшипники можно многократно ремонтировать после повреждения.
На что следует обратить внимание при наплавке подшипников TC?
1.Контроль подачи тепла:
Избегайте перегрева подложки в процессе плавления и наплавки, что может привести к деформации или ухудшению характеристик подшипника.
2.Допуски размеров:
Отверстие после наплавки должно быть точно обработано с соблюдением допусков (например, класса H7 или H6).
3.Адаптация к условиям эксплуатации:
Оптимизируйте материал наплавки и параметры процесса в соответствии с условиями эксплуатации подшипника (например, температура, среда).
Области применения подшипников TC с плазменной наплавкой
• Горное оборудование: требуется ремонт отверстия подшипника из-за сильного износа под нагрузкой.
• Автомобильная промышленность: ремонт высокоточных отверстий подшипников для повышения долговечности.
• Машиностроение: повышение износостойкости и коррозионной стойкости подшипников в гидравлической системе.
• Общепромышленное оборудование: продление срока службы подшипников общего назначения.